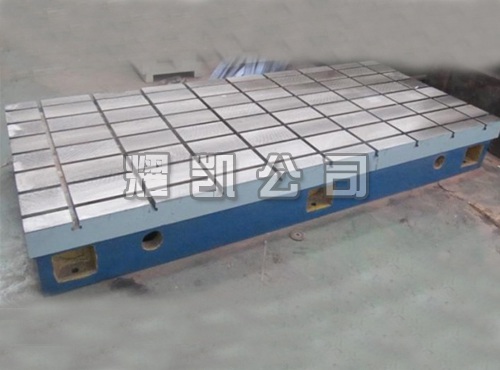
現在鑄鐵平臺的精度都離不開刮研,刮研是鑄鐵平臺精度體現的有力。現代鑄鐵平臺刮研主要是合研刮研,鑄鐵平臺工作臺平面精度刮研,工作臺旋動面刮研,結合面刮研。
刮研就是使用鏟、刮等工具將鋳件的表面進行人工刮研鏟刮。進行刮研加工的場所是摩擦面(臺面及柱體間等移動部位)、物與物間接觸面、臺面平臺之類等等。通過刮研,一次的磨去量約為1~ 3μm程度,只要掌握刮研削量就能正確制作出各種形狀。熟練者的刮研削加工,可以機械加工難以實現的平面度、直角度、直線度。 由于科技的進步,以前鑄鐵平臺的刮研已被導軌磨取代,鑄鐵平臺的工藝也發生變化,鑄鐵平臺有HT200和HT250和HT300三種材質, 工作面也進行了中頻淬火 ,提高了抗度, 提高了使用壽命。鑄鐵平臺再好的材料也要人工刮研。 采用傳統人工“鏟刮刮研”技術,鑄鐵平臺的每個接觸面均 經過“鏟花刮研”,每平方英寸25個點,接觸面的平面度及磨合性。鑄鐵平臺“鏟刮刮研”技術的好處: ①“鏟刮刮研”技術提高機床精度。 ②提高各鑄鐵平臺之間的磨合精度。 ③要對物與物相接觸的重要部位進行刮研加工,簡單說,就是去掉緊張力。 ④摩擦面之所以重要,是因為物體會在摩擦面上移動。不僅要求能夠直線移動,還要注意移動過程中的變化。通過“鏟刮刮研”技術增強摩擦面的精度。 ⑤鑄鐵平臺通過“鏟刮刮研”技術加工后的表面在摩擦時,摩擦面上微小的起伏會存油形成油膜,對摩擦面的潤滑會有很好的幫助。 鑄鐵平臺鏟刮刮研工藝并不是一項簡單的技術,根據工廠刮研技術介紹,要想學習刮研操作,要經過無數次的動作練習,每天都要經歷上萬次的重復微調姿勢動作,才能熟練掌握并做好這個精度